





蒙乃尔合金与铜镍合金之间的焊接是异种合金焊接 ,各合金焊接特点完全不同, 焊接难度较大。通过分析研究其焊接特点和焊接工艺试验,确立了适合的焊接参数,提出 了合理的预防措施,有效避免了在焊接过程出现焊接热裂纹、焊接气孔等焊接缺陷,显著 提
高了焊接质量。
蒙乃尔合金又称镍合金,是一种以金属镍为基体 添加铜、铁 、锰等其他元素而成的合金,具有独特的 物理、力学和耐蚀性能,是一种用量较大、用途较广、 综合性能极佳的耐蚀合金。铜合金是以纯铜为基体加 人一种或几种其他元素所构成的合金。白铜是以镍为
主要添加元素的铜合金,铜镍合金的力学性能、耐蚀 性能较好,在海水、有机酸和各种盐溶液中具有较好 的化学稳定性 m 。
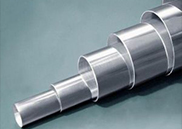
20 1 7年某公司承制了某炼化公司年产45万t聚丙烯装置中的甲烷化反应冷却器设备 , 该设备管板选用蒙乃尔合金,换热管选用铜镍合金。 设备结构可见图 1 , 设备技术特性可见表 1。


1 材料的性能要求
换热管和管板的化学成分、力学性能等参数是否 满足标准和设计要求,决定该设备的研制是否能够取得成功。
1 . 1 管板的化学成分
管板材 质 选 用 N C u 3 0镍 合 金 ,该 材 料 与 A S M E
标准牌号为 N 04400的镍合金性能相似,热处理状态 为退火,其化学成分、力学性能应符合相关标准的规 定 [1,管板化学成分复验结果可见表2。

换热管材质选用 S B 1 1 1 C 7 1 5 0 0 ,该材料与我国 牌号为 BFe 30 - 0 . 7的铜合金无缝管性能相似,热处理 状态为软化退火(0 6 0 ),其化学成分、力学性能需 符合相关标准中的规定 [31。换热管的化学成分复验结 果可见表 3。

管子与管板间的焊接方式采用钨极惰性气体保 护 焊 ,焊 丝 材 料 选 E R N i C u - 7,按 照 H G / T 20581— 20 1 1《钢制化工容器材料选用规定》标 准 附 录 D 中 的 表 D - 1 , 与 E R N i C u - 7 对应的焊丝型号为 SNi 4060, 化学成分代号为 N i Cu30M
n3Ti 141, 焊丝的化学成分复 验结果可见表4。

铜镍合金和蒙乃尔合金中,由于铜、镍元素的熔 点温度、热导率、线胀系数及电阻率等参数差异较大, 因此两者之间焊接较为困难。在焊接过程中铜、镍元 素与空气中氧接触反应生成严重氧化膜时,焊接将难 以 进 行 ;同时铜、镍元素易与其他杂质元素反应产
生 低熔点共晶体,最终导致焊缝产生焊接热裂纹。
2 . 1 铜镍合金的焊接特点
C 7 1 500合金中铜的质量分数达到6 5 % 以上,铜的 热导率随温度升高而升高,在 1000 t 时铜的热导率 为 326.6 W / ( m K ) ,焊接过程中大量热被传导,母 材的厚度越大,散热越严重,就越难达到铜镍合金的 熔点温度。铜镍合金焊接的主要问题是其难以熔
化,
焊缝及热影响区易产生焊接热裂纹和气孔,焊接残余 应力和变形较大,焊接过程中,杂质和合金元素的掺 人及有用合金元素的氧化、蒸发都使得焊接接头性能 严重下降
2 . 1 . 1焊接热裂纹铜镍合金本身焊接性能较好,但铜镍合金中的铜 元素对氧、硫 、铅 、磷等杂质元素很敏感,焊接时易形成焊接热裂纹。在焊接过程中,铜元素会与杂质元 素 反 应 产 生 低 溶 点 共 晶 体 (如 C u +C u 20 、 C u +C u 2S 、C u +P b 等 ),
低熔点共晶体在结晶过程中分布在晶间 或晶界处,使铜镍合金具有明显的热脆性。
在这些杂质元素中,氧的危害性最大,其存在于 铜镍合金的制造和焊接过程中,会 以 C u 20 的形式溶 人焊缝金属。为了避免焊接接头出现热裂纹,必须严 格控制杂质元素的含量,并在焊接材料中加人碳、硅 、 锰 、铝 、钛等脱氧元素以增强焊接接头的脱氧能
力。
2 . 1 . 2气孔铜合金焊缝中的气孔主要是由溶解的氢气引起 的。在焊接过程中,氢在焊接熔池中的溶解度较大, 焊缝熔池凝固结晶过程十分迅速,时间很短,使得气 孔倾向大大加剧,从而形成分布在焊缝各个部位的扩 散性气孔。为了减少或消除焊缝中的气孔,可
采用减 少氢和氧的来源,或采用预热来延长熔池存在时间, 使气体易于逸出。
2 . 2 蒙乃尔合金的焊接特点
蒙乃尔合金的显微组织是单一的奥氏体,其焊接 特性与奥氏体不锈钢相似,且焊接性能较好,但蒙乃 尔合金中的镍元素对硫、磷 、砷 、铅等杂质元素很敏 感 ;在焊接过程中,镍元素能与杂质元素反应产生低 溶 点 共 晶 体 (如 Ni+Ni 3S2 , 熔 点 为 635 X :
; Ni 3P ,溶 点 为 880 T 等 ),其在结晶过程中分布在晶间或晶界 处 ,使蒙乃尔合金具有明显的热脆性,致使焊接接头 易形成焊接热裂纹 |5_7]。蒙乃尔合金焊接时存在与奥 氏体不锈钢类似的问题,如易产生焊接热裂纹、焊缝 气孔、焊接接头晶间腐蚀等。
2 . 2 . 1焊接热裂纹蒙乃尔合金焊接工艺特性主要表现为液态焊缝 金属流动性差、焊缝金属熔深浅、凝固收缩量大,致 使焊接时易产生较大的焊接收缩应力;在焊缝凝固过 程中,镍元素易与杂质元素形成低熔点共晶体,其强 度低、变形能力差、脆性大、延展性
弱,因此在收缩 应力的作用下焊缝极易产生焊接热裂纹。焊接热裂纹 的敏感性与焊缝金属结晶温度区间大小、合金元素和 杂质含量、焊缝凝固过程中的应力大小、焊缝冷却速 度等因素有关。
2 . 2 . 2气孔在焊接完成后快速冷却时,蒙乃尔合金焊缝极易 产生气孔。焊接过程中,氧气、氢气、氮气等气体在液态焊缝中溶解度极大,而固态时其溶解度大大减 小,同时蒙乃尔合金固液相的温差比较小,液态焊缝 金属流动性较差,使得蒙乃尔合金中的气体不
能在焊 缝快速冷却时完全溢出而形成了气孔。
3 焊接过程质量的控制
换热管与管板焊接时常采用钨极惰性气体保护 焊 ,该焊接方法具有电弧稳定、热影响区窄、局部热 输人较强以及气体保护效果良好等特点。铜合金在焊 接过程中需要大功率、高能束的焊接热源,焊接时热 效率越高,能量越集中,对焊接越有利。该焊接方法 也适
用于焊接镍基合金薄板、小截面,焊接接头不能 进行背面焊的封底焊以及不允许有焊接熔渣残留的 焊接结构。
3 . 1 焊接工艺的选择
氩弧焊采用直流电流,电极接负极,焊机需配备 高频引弧装置和电流衰减装置,以便在引弧、熄弧时 逐渐减小弧坑尺寸,防止产生弧坑裂纹。钨极直径为 3.0 m m ,喷 嘴 直 径 为 10.0 m m , 氩气纯度为 99 . 99%。 为了防止焊缝产生焊接热裂纹,应选用小电
流、短弧、 快焊速的焊接工艺。为了保证焊缝的熔深和宽度,钨 极应为尖头,圆锥角为 30° ~60。,尖端磨平,直径 为 0.4 m m , 焊接时保持电弧稳定与一定的熔深。预 热温度不应小于 5 I ,道 间 温 度 控 制 在 ~ 1 00 t , 脉 冲 频 率 为 4〇H z , 脉 宽 比 为 3 0
% ~ 5 0 % ,正 面 气体 流 量 为 9 ~ 1 2 L /m i n , 背面气体流量为 3 ~ 5 L/m i n。焊 接接头详情如图2 所示,焊接参数如表5 所示。

3 . 2 . 1焊前准备( 1 ) 保持焊接件表面清洁是成功焊接蒙乃尔合金和铜镍合金的重要条件之一。焊接件表面的污染物主 要包括硫、磷 、铅和某些低熔点元素,污染物会增大 焊接热裂纹产生的倾向,因此,焊接前污染物必须完 全彻底清除。

( 2 ) 在焊接前管板坡口及两侧25 m m 宽度和换 热管端部 150 m m 范围内的氧化膜应打磨干净,直至 其表面呈金属光泽。
( 3 ) 焊丝应保持干燥,并用丙酮、碱等溶剂清洗 去除油脂、水分、切削冷却液与其他污染物。清理后 的焊丝和焊接件在焊接前严禁再次被污染,禁止用手 直接触摸焊接部位。
( 4 ) 换热管与管板不允许强力组装,管板和换热 管定位焊的焊接参数应与正式焊接工艺的焊接参数 相同,定位焊的焊缝最后应熔人整个焊缝中,焊接过 程中一旦发现定位焊的焊缝有缺陷则应立即清除缺 陷,并对焊接坡口进行清理。
3 . 2 . 2焊接过程控制
( 1 ) 焊接过程中严禁为了增加焊缝液态金属的流 动性而提高焊接电流,因为提高焊接电流会增加焊接 热裂纹和气孔产生的几率。
( 2 ) 整个焊接过程均应在氩气保护下进行,焊接 起弧时,采用反向引弧,熄弧前液态金属应填满弧坑。 焊接过程中当钨极触及熔池或焊丝熔化端时,应立即 停止焊接作业并清除钨极接触部分的焊缝金属后再 继续施焊。填充焊丝应从熔池的前端进入熔池,避免 其
与钨极接触。
( 3 ) 焊接过程中熔池应保持平静,尤其是应避免 电弧搅动熔池;焊接完成熄弧后焊丝不得立即暴露在 空气中,避免焊丝融化端被氧化,导致焊缝金属被污染。
( 4 ) 焊接过程中保护气体的流量要适当,保护气 体流量过大可能造成气体紊流,影响焊缝的冷却速 度 ,从而对焊缝造成不利影响。
3 . 2 . 3焊接环境的要求当焊接环境出现下列任一情况,且无有效防护措施时,应 禁 止 施 焊 :(1 ) 环境温度低于0 t ; ( 2 ) 风速大 于 2 m/ s ; ( 3 ) 相对湿度大于 9 0 % ; ( 4 ) 雨 、 雪 环 境 ;(5 ) 焊件温度低于5 t
3 . 3 焊后检测
换热管与管板的打底焊应经目视检查确保焊缝 无 裂 纹 ;盖面焊缝应按NBAT 47013 . 5— 2 0 1 5《压力容 器用镍及镍合金锻件》标 准 进 行 1 0 0 %渗透检测确保 无 裂 纹 ;换热管与管板间的焊缝应按NB / T 々T O B J -
ZOI S 标准随机抽取 8 个接头进行 X 射线检测 ,焊缝 质量评估应根据E N I SO15614-8— 20 1 6标准中 8 . 2段 的验收标准进行验收,确保焊缝满足要求。设备应经 过 7.8 M P a 的水压试验,确保没有泄漏。该设备现已 投产,且未发现任何的质量问题。
4 结论
蒙乃尔合金和铜镍合金的熔点温度、热导率、线 胀系数及电阻率等参数差异较大,导致两者焊接困 难 ,但通过对材料焊接性进行分析,制定焊接质量的 保证措施,并通过工艺试验,确定合理的焊接工艺参 数 ,可以有效避免焊缝在焊接过程中产生焊接热裂 纹 、
焊接气孔等焊接问题,显著提高了焊缝的焊接质 量 ,并取得了良好的效果。
