





高温合金GH1015轧制开坯的出产办法,其特征是选用均热炉加热电渣锭+初轧机二火轧制的热加工开坯:
(1)一火加热:电渣锭入炉温度≤700℃保温1小时;以≤60℃/h升温至900℃保温1小时,再以≤80℃/h升温至1180C保温3.5小时;阴阳面温差≤20℃出均热炉;
(2)一火开坯:轧辊预热温度120℃:开轧温度≥1100℃,终轧温度≥1000℃;辊速≤20转/分;压下量≤30mm;轧制道次数≤15;
(3)二火加热:1170℃保温80分种;阴阳面温差≤20℃出炉;
(4)二火开坯:轧辊预热:开轧温度≥1100℃,终轧温度≥1000℃;辊速≤20转/分,制品道次的辊速≤10转/分;压下量30mm。木创造专利具有工艺简洁、出产组织快捷的特色,本钱下降2500元/吨,质量满意Q/HY-AD601-91Y规范之规则,经济效益明显
1、
高温合金GH1015的轧制开坯出产办法,其特征是选用均热炉加热电渣锭+初轧机二火轧制的热加工开坯,出产GH1015钢坯:热加工开坯第一火轧制要求:
(1)均热炉加热电渣锭时:(A)电渣锭单支分量1.5~2.0吨,合金锭的入炉温度600~700℃,保温0.8~1.3小时;(B)以40~60℃/h的速度升温至880~950℃,保温0.8~1.3小时;(C)再以60~80℃/h的速度升温至1165~1190℃;(D)1165~1190℃保温3.0~3.5小时,保温期间将合金锭进行逐支翻身;(E)
合金锭阴阳面温度差≤20℃,合金锭出均热炉热加
工开坯,进入初轧机第一火轧制;
(2)初轧机热加工开坯时:(A)轧制前,先封闭轧辊的冷却水,轴瓦的冷却水适当关小,且防止轴瓦的冷却水飞溅到辊身;(B)轧辊预热温度80~150℃;(C)合金锭的开轧温度≥1100℃,终轧温度≥1000℃;初轧机轧辊的咬入速度≤20转/分;(D)压下量20~30mm;各道次的压下量与压下规程规则的
压下量误差≤3mm;(E)第一火轧制的道次数10~15道次;(F)轧件回炉持续加热;热加工开坯第二火轧制要求:
(3)均热炉加热回炉轧件时:(A)第一火轧件回炉加热,加热温度1160~l190℃,保温65~90分种;(B)保温时将钢锭进行逐支翻身,减小钢锭阴阳面的温度差,保证轧件的阴阳面温度差≤20℃,(C)轧件出炉,进入初
轧机第二火轧制;
(4)初轧机热加工开坯时:(A)第二火轧制前,先封闭轧辊冷却水,轴的冷却水仍适当关小,且防止轴瓦的冷却水飞溅到辊身;(B)轧辊预热温度80~150℃;(C)开轧温度≥1100℃,终轧温度≥1000℃;(D)轧辊的咬入速度≤20转/分,制品K1、K2、K3道次的咬入速度≤10转/分,而且,轧件咬入后,
轧件轧制长度到达200~500mm时即停退出,再持续正常咬入轧制;(E)各道次的压下量25~35mm;(F)轧制制品标准,快速剪切。
高温合金GH1015的轧制开坯出产办法
技术领域
本创造触及冶金行业高温合金的热加工开坯出产办法,尤其是指固溶强化型铁基高温合金的热加工开坯出产办法。背景技术高温合金是现代航空发动机、火箭发动机所必需的重要金属材料。
它能在高温(一般指600~1000℃)氧化气氛中和燃气腐蚀条件下接受较大应力下长期使用。高温合金一般可分为铁基高温合金和镍基高温合金:铁基高温合金一般可分为固溶强化铁基高温合金和时效强化铁基高温合金。高温合金GH1015是一种固溶强化铁基高温合金,首要用于900℃以下作业
的航空发动机火焰筒安装边。
GH1015是高温合金的一个品种名称代号,合金化程度比较高,具有较高的高温强度,塑性差、变形抗力大,相结构为多相性,再结品温度高,导热系数小等特色,且热加工变形温度范围窄,因而,长期以来,GH1015高温合金棒制品的出产工艺基本上选用“原材料预备一中频感应炉锻炼,浇
铸成中220~中325mm电极棒→外表研磨→电渣重熔炉,炼成中360~中430mm电渣锭一锻压机多个火次的热加工,开坯成130~140mm合金坯→探伤、外表研磨→轧钢机热轧成中70mm制品标准的合金棒→探伤、精整、查验、一入库”。
传统的GH1015高温合金锭的热加工开坯工艺依赖于锻造完结,选用“中360~巾430mm电渣锭一锻压机多个火次的热加工,开坯成130~140mm合金坯”,其特色是:出产规模小,产能低,批量出产困难,且金属原材料耗费大,冶金制作本钱高。这种“慢牛式”的出产方式,现已不能满意市场对
GH1015合金棒材的需求。
创造内容
本创造开发一种GH1015高温合金轧制开坯的出产办法,用初轧机代替锻压机进行热加工开坯,轧制出内材质量安稳、外表质量杰出的GH1015钢坯,实现规模化工业出产,极大地提高了出产效能,缩短出产周期,金属原材料耗费小,较大起伏地下降了冶金制作本钱,满意用户和市场需求。
本创造供给的高温合金GH1015轧制开坯的出产办法,其特征是选用均热炉加热电渣锭+初轧机二火轧制的热加工开坯,出产GH1015钢坯:
初轧坯第一火轧制:
(1)均热炉加热合金锭要求:(A)电渣锭单支分量1.5~2.0吨(中360~中430mm),合金锭的入炉温600~700℃,保温0.8~1.3小时;(B)以40~60℃/h的速度升温至880~950℃,保温0.8~1.3小时;(C)再以60~80℃
/h的速度升温至1165~1190℃;(D)1165~1190℃保温3.0~3.5小时,保温期间将合金锭进行逐支翻身(减小合金锭阴阳面的温度差);(E)合金锭阴阳面温度差≤20℃,合金锭出均热炉热加工开坯,进入初轧机第一火
轧制;
(2)初轧机热加工开坯要求:
(A)轧制前,先封闭轧辊的冷却水,轴瓦的冷却水适当关小,且防止轴瓦的冷却水飞溅到辊身;
(B)轧辊预热温度80~150℃(能够按排其它钢锭先轧制4~5支),答应轧制GH1015;
(C)合金锭的开轧温度≥1100℃,终轧温度≥1000℃;初轧机轧辊的咬入速度≤20转/分;
(D)压下量20~30mm(压下量太大,钢锭轧件易发生角裂;压下量太小,影响初轧机的出产力);各道次的压下量与压下规程规则的压下量误差≤3mm;
(E)第一火轧制的道次数10~15道次(若初轧道次数太多,一方面,钢坯轧件较长,均热炉加热时放置困难;另一方面,使轧件的轧制温度较低,影响轧件的轧制质量);
(F)轧件回炉持续加热;
初轧坯第二火轧制:
(3)均热炉加热回炉轧坯要求:(A)第一火轧件回炉加热,加热温度1160~1190℃,保温65~90分种;(B)保温时将钢锭进行逐支翻身,减小钢锭阴阳面的温度差,保证轧件的阴阳面温度差≤20℃,(C)轧件出炉,进入初轧机
第二火轧制;
(4)初轧机热加工开坯要求(A)第二火轧制前,先封闭轧辊冷却水,轴瓦的冷却水仍适当关小,且防止轴瓦的冷却水飞溅到辊身;(B)轧辊预热温度80~150℃(能够按排其它钢锭先轧制4~5支),答应轧制GH1015;(C)开轧温度≥1100℃,终轧温度≥1000℃;(D)轧辊的咬入速度≤20转/分,制品K1、
K2、K3道次(也便是钢锭热加工开坯的最后三个道次)的咬入速度≤10转/分,而且,轧件咬入后,轧件轧制长度200~500mm即停退出,再持续正常咬入轧制(防止轧件端部撕裂缠辊呈现);(E)各道次的压下量25~35mm;(F)轧制制品标准,快速剪切(跟着轧制温度的下降,钢坯的屈从强度上升很
快,或许损伤剪切设备)。
1、工艺简洁,可操作性强,出产组织快捷;
2、出产周期大大缩短,满意规模化出产需求;
3、金属成坯率高;热加工开坯工序本钱大大下降;
4、轧制合金坯功能安稳,尺度波动小,外表质量好。
附图表说明
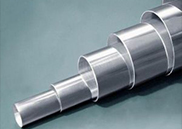
图1是初轧机第一火轧制的均热炉加热GH1015电渣锭工艺。
具体施行方案
某钢铁公司施行本创造专利,选用均热炉加热电渣锭+初轧机二火轧制的热加工开坯工艺,将中300~500mm的高温合金GH1015电渣锭(单支分量1.5~2.5吨)轧制开坯成120~180mm合金坯,现以“d430mm电渣锭(单支分量2吨)→140mm合金坯”为例。初轧机第一火轧制时,均热炉加热合金锭要
求:
(A)合金锭的入炉温度670℃,保温1小时;
(B)以55~60℃/h的速度升温至880~910℃,保温1小时;
(C)再以75~80℃/h的速度升温至1180℃;
(D)保温2小时后,将合金锭进行逐支翻身,翻身的合金锭持续保温1小时15分种;
(E)合金锭阴阳面温度差≤20℃,合金锭出均热炉热加工开坯,进入初轧机第一火轧
制:初轧机热加工开坯要求:
(A)轧制前,先封闭轧辊的冷却水,轴瓦的冷却水适当关小,且防止轴瓦的冷却水飞溅到辊身:
(B)轧辊预热温度100℃,答应轧制GH1015;
(C)合金锭的开轧温度≥1100℃,终轧温度≥1000℃;初轧机轧辊的咬入速度≤20转/分:
(D)压下量20~30mm(压下量太大,钢锭轧件易发生角
裂;压下量太小,影响初轧机的出产力);各道次的压下量与压下规程规则的压下量误差≤3mm;
(E)第一火轧制的道次数11道次;
(F)轧件回炉持续加热。初轧坯第二火轧制时,均热炉加热回炉轧坯要求:(A)第一火轧件回炉加热,加热温度1170℃,保温35~50分种后逐支翻身,翻身轧件再保温30~45分种后出炉;(B)保温时将钢锭进行逐支翻身,减小钢锭阴阳面的温度差,保证轧件的阴阳面温度差≤20℃,
(C)轧件出炉,进入初轧机第二火轧制;初轧机热加工开坯要求(A)第二火轧制前,先封闭轧辊冷却水,轴瓦的冷却水仍适当关小,且防止轴瓦的冷却水飞溅到辊身;(B)轧辊预热温度100℃;(C)开轧温度≥1100℃,终轧温度≥1000℃;
(D)轧辊的咬入速度≤20转/分,制品K1、K2、K3道次的咬入速度≤10转/分,而且,轧件咬入后,轧件轧制长度200-500mm即停退出,再持续正常咬入轧制,防止轧件端部撕裂缠辊呈现;
(E)各道次的压下量25~35mm;
(F)轧制制品标准,快速剪切。
施行本创造专利对高温合金GH1015电渣锭进行热加工轧制开坯,具有工艺
简洁,出产组织快捷,冶金制作本钱大起伏下降的特色,与传统的“高温合金电渣锭
锻压开坯”出产工艺比较,出产周期大大缩短,金属成坯率(达84.5%)提高2个百分点
以上,热加工开坯工序本钱下降2500元/吨,合金坯超声波探伤合格率100%; 由140
方mm GH 1015合金坯(初轧机热加工开坯出产) 制成的中
70mm制品材, 质量满意Q/HY AD 601-91Y规范之规则, 经济效益明显
